
I-I.10CrMo910 insimbi ye-alloy, evame ukusetshenziswa kumabhayela nemikhumbi yokucindezela.I-10CrMo910 steel plate yenziwe ngensimbi yesakhiwo sekhabhoni yekhwalithi ephezulu ngokwengeza izakhi ze-alloying ngokufanelekile ukuze kuthuthukiswe izakhiwo zemishini, ukuqina kanye nokuqina kwepuleti lensimbi.Ngokokwakheka kwamakhemikhali (ikakhulukazi okuqukethwe kwekhabhoni), inqubo yokwelashwa kokushisa kanye nokusetshenziswa okuhlukile, lolu hlobo lwensimbi lungahlukaniswa cishe lube yi-carburizing, quenching and tempering kanye ne-nitriding steel.
II. Ukwakhiwa kwamakhemikhali kwe-10CrMo910 alloy steel plate:

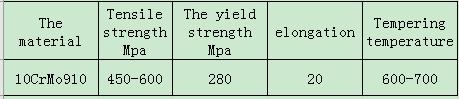
III.10CrMo910 ingxubevange steel plate izakhiwo mechanical:
IV.10CrMo910 Isingeniso sokushisela ipuleti lensimbi:
Uma kushiswa ipuleti lensimbi elingu-10CrMo910, uma induku yokushisela kanye nocingo olunamandla afanayo nensimbi eyisisekelo kukhethwa, ipulasitiki yejoyinti yokushisela impofu.Ukushisa kwangaphambi kokushisa kwe-welding kuyadingeka ukuthi kube ngu-400 ~ 450 ℃, okuphakeme futhi isimo sokwakha sibi.Ukuze kuthuthukiswe ipulasitiki ehlangene yokushisela, ukushisela kufanele kubanjwe ku-740° C ukuze kufudumale izinga lokushisa elingu-3H eliphezulu.Kodwa ukushisa kwangaphambi kokushisa okuphezulu kanye nokushisa okuphezulu kwesikhathi eside kuzodala into ecacile yokuthambisa endaweni ethintekile yokushisa.Uma ukhetha amandla aphansi kancane, induku enhle yokushisela ipulasitiki nocingo, izinga lokushisa langaphambi kokushisa liyancipha kakhulu (ukusebenza kwangempela 250 ~ 300° C), 700 ~ 720°C ukwahlukanisa kwe-1H tempering, okwanele ukuqeda ingcindezi yokushisela, futhi ngeke bangela ukuthambisa kwendawo ethintekile yokushisa kwe-welding.Ngakho-ke, i-electrode ye-R317 ne-H08CrMOA i-electrode ivame ukusetshenziselwa ukushisela ipayipi yensimbi engu-10CrMo910.
Isikhathi sokuthumela: Nov-30-2021